准备好领略不锈钢无缝管一件也发货产品的风采了吗?我们的视频将带您领略产品的每一个细节,从外观到内在,从功能到性能,让您全面了解它的独特之处。
以下是:不锈钢无缝管一件也发货的图文介绍



无缝钢管的生产是需要进行冷拔技术的,那么在冷拔的过程中可能会出现一些缺陷,冷拔时无缝钢管出现缺陷的具体原因是什么呢?无缝钢管的管料和中间管的质量不合格,而且几何尺寸也不符合要求,纵向和横向壁厚严重不均,弯曲度和椭圆度过大,化学成分不相容,力学性能不和。不遵守拔制无缝钢管前各准备工序的操作规程。主要的是锤头工艺不正确、化学处理和热处理操作不当、管端有毛刺、修磨质量不高、在运输过程中产生缺陷等;没有遵守拔管过程的操作规程。表现在无缝钢管中心线和拔制不一致、拔管模安装不正、开拔速度太快、工具选配不当、芯棒拉杆的直径过大或过小、变形量太大、芯棒送进不及时等;拔管模和芯棒的质量不好,包括光洁度差、硬度和强度低、尺寸不合、硬质合金模的镶装不正确等;拔管机失修。如拔管小车倾斜、模座或拔管模本身在中心架上安装不正等。



万宇金属材料有限公司是一家以现代化高性能 201不锈钢板为主导产品,集科、工、贸为一体的大型厂家。可以为不同地区的客户快速生产,发运产品,并凭借多方面的资源优势及地域便利进行多产业发展。
本公司坚持“好工、好料、好产品,利国、利民、利大家”的经营宗旨,秉承“在全球创造财富,为全球贡献财富”的发展理念,为客户提供高性能 201不锈钢板产品及专业性技术支持,确保所提供 201不锈钢板产品能够符合并超过客户的期望。



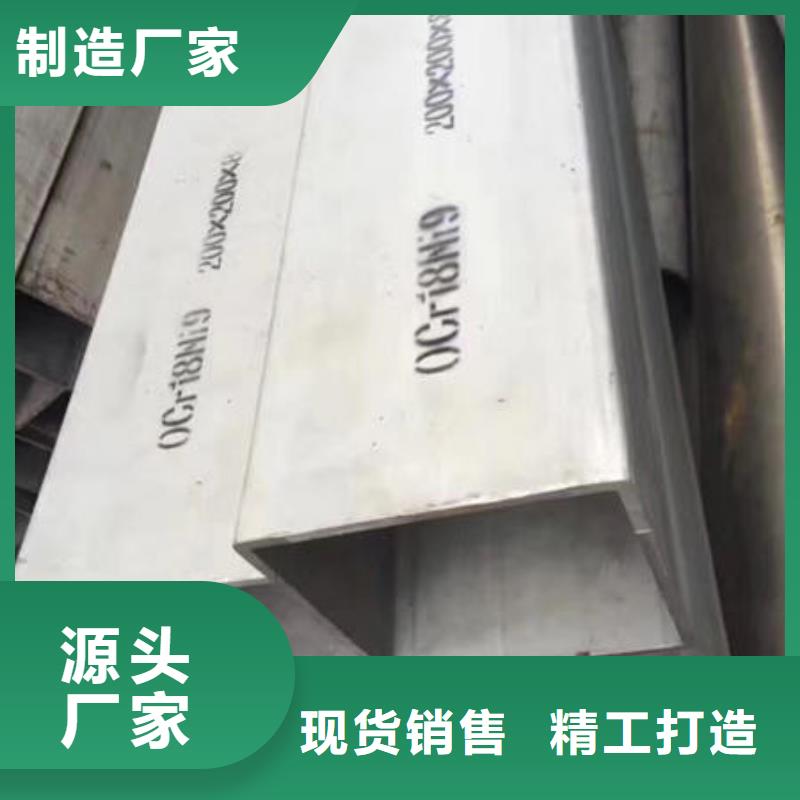
质量要求:钢的化学成分:钢的化学成分是影响无缝钢管性能最主要的因素之一,也是制定轧管工艺参数和钢管热处理工艺参数的主要依据。 合金元素:有意加入,根据用途。残余元素:炼钢带入,适当控制。有害元素:严格控制(As、Sn、Sb、Bi、Pb),气体(N、H、O)炉外精炼或电渣重熔:提高钢中化学成分的均匀性和钢的纯净度,减少管坯中的非金属夹杂物并改善其分布形态。钢管几何尺寸精度和外形:钢管外径精度:取决于定(减)径方法、设备运转情况、工艺制度等。外径允许偏差 δ=(D-Di)/Di ×100% D: 或最小外径mmDi:名义外径mm钢管壁厚精度:与管坯的加热质量,各变形工序的工艺设计参数和调整参数,工具质量及其润滑质量等有关壁厚允许偏差: ρ=(S-Si)/Si×100% S:横截面上 或最小壁厚Si:名义壁厚mm钢管椭圆度:表示钢管的不圆程度。钢管长度:正常长度、定(倍)尺长度、长度允许偏差钢管弯曲度:表示钢管的弯度:每米钢管长度的弯曲度、钢管全长的弯曲度钢管端面切斜度:表示钢管端面与钢管横截面的倾斜程度钢管端面坡口角度和钝边钢管表面质量:表面光洁要求危险性缺陷:裂纹、内折、外折、轧破、离层、结疤、拉凹、凸包等。一般性缺陷:麻坑、青线、划伤、碰伤、轻的内、外直道、辊印等。



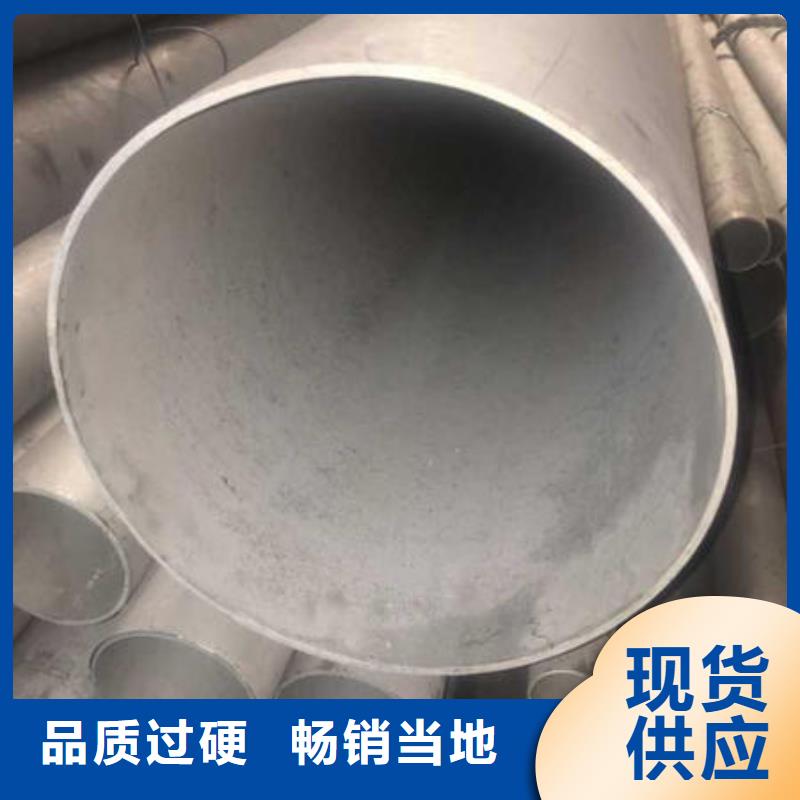
不锈钢无缝管的制造工艺热轧(挤压无缝钢管):圆管坯→加热→穿孔→三辊斜轧、连轧或挤压→脱管→定径(或减径)→冷却→矫直→水压试验(或探伤)→标记→入库轧制无缝管的原料是圆管坯,圆管胚要经过切割机的切割加工成长度约为1米的坯料,并经传送带送到熔炉内加热。钢坯被送入熔炉内加热,温度大约为1200摄氏度。燃料为氢气或乙炔。炉内温度控制是关键性的问题.圆管坯出炉后要经过压力穿孔机进行穿空。一般较常见的穿孔机是锥形辊穿孔机,这种穿孔机生产效率高,产品质量好,穿孔扩径量大,可穿多种钢种。穿孔后,圆管坯就先后被三辊斜轧、连轧或挤压。挤压后要脱管定径。定径机通过锥形钻头高速旋转入钢胚打孔,形成钢管。钢管内径由定径机钻头的外径长度来确定。钢管经定径后,进入冷却塔中,通过喷水冷却,钢管经冷却后,就要被矫直。钢管经矫直后由传送带送至金属探伤机(或水压实验)进行内部探伤。若钢管内部有裂纹,气泡等问题,将被探测出。钢管质检后还要通过严格的手工挑选。钢管质检后,用油漆喷上编号、规格、生产批号等。并由吊车吊入仓库中。





 扫一扫
扫一扫