不要犹豫,点击播放我们的无缝钢管精拉无缝钢管诚信厂家产品视频,让每一帧画面都为您揭示产品的独特之处,带给您前所未有的惊喜。
以下是:承德鹰手营子矿无缝钢管精拉无缝钢管诚信厂家的图文介绍

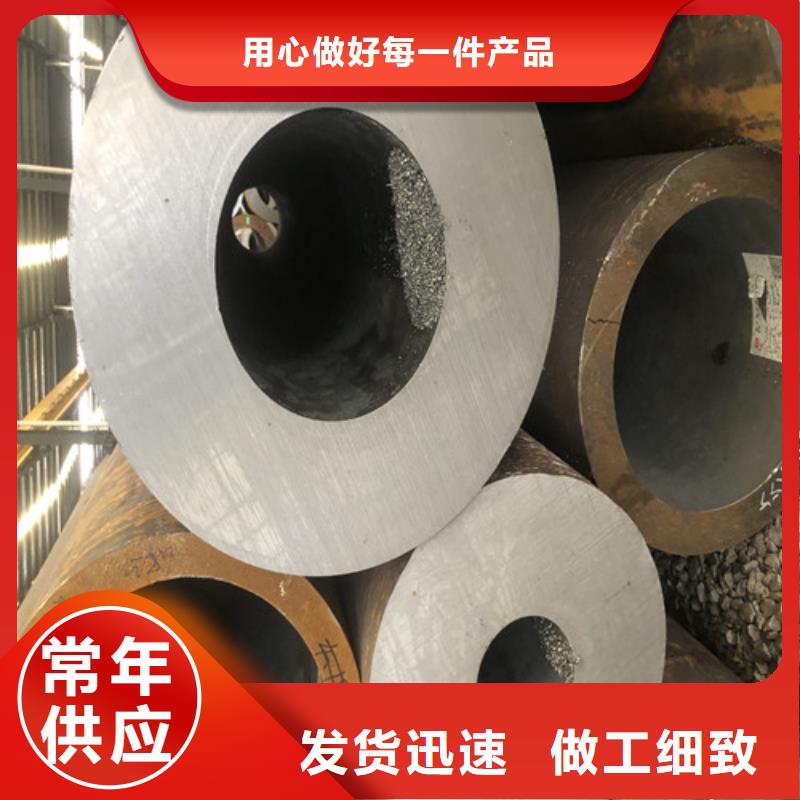
厚壁无缝钢管由整块金属制成的,表面上没有接缝的钢管,称为无缝钢管。根据生产方法,无缝管分热轧管、冷轧管、冷拔管、挤压管、顶管等。接下来钢管厂就为大家介绍一下如何区分直缝钢管和无缝钢管。 由于生产(Produce)工艺( technology)不同而分无缝钢管和焊管。无缝钢管包括热轧,冷轧,冷拔以及其他一些少见的如冷挤。焊管是钢板(steel sheet)卷曲焊接而成,小的一般为直缝焊,大的一般为螺旋焊。由于焊管有焊接缝,焊缝处力学性能(xìng néng)较差,故其适用范围(fàn wéi)受到限制,但其价格(price)价位便宜。显著的区别是焊管有焊缝,无缝钢管没有。 直缝钢管是焊接缝与钢管纵向平行的钢管。精密无缝钢管 直径达650mm,小直径为 0.3mm。根据用途不同, 有厚壁管和薄壁管。无缝钢管主要用做石油地质钻探管、石油化工用的裂化管、锅 炉管、轴承管以及汽车、拖拉机、航空用高精度结构钢管。厚壁无缝钢管由整块金属制成的,表面上没有接缝的钢管,称为无缝钢管。根据生产方法,无缝管分热轧管、冷轧管、冷拔管、挤压管、顶管等。通常分为公制电焊钢管、电焊薄壁管、变压(气压变量)器(Transformer)冷却(cooling)油管等等。直缝焊管生产(Produce)工艺( technology)简单,生产效率(efficiency)高,成本(Cost)低,发展较快。螺旋焊管的强度(strength)一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊接缝长度增加30~,而且生产速度较低。


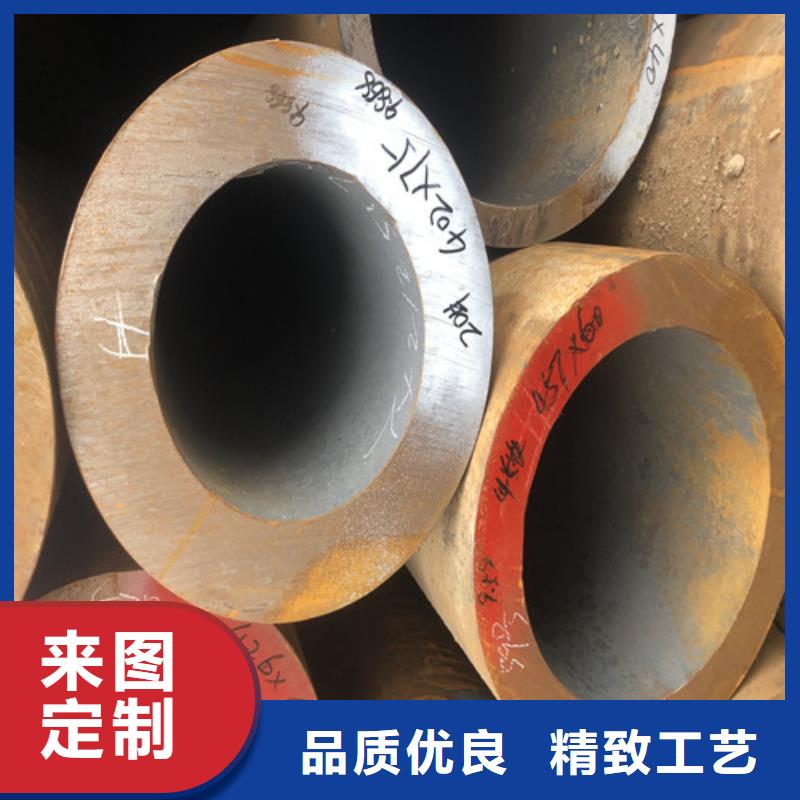
20G高压锅炉(Boilers)无缝钢管(下面简称锅炉管)在生产(Produce)时要进行淬火(cuì huǒ)技术(Technology)处理(processing)。厚壁无缝钢管按照用途分为结构用无缝钢管;输送用无缝钢管;锅炉用无缝钢管;锅炉用高压无缝钢管;化肥设备用高压无缝钢管;地质砖探用无缝钢管;石油砖探用无缝钢管;石油裂化用无缝钢管;船舶用无缝钢管;冷拔冷轧精密无缝钢管;各种合金管。那什么是淬火技术?淬火就是锅炉管完成基本的生产之后,进行火烧定型。但淬火技术是锅炉管生产过程(process)中难的一个步骤(procedure),特别是定型阶段。而且在淬火过程中会发生很多意外事故,常见的就是锅炉管淬火时管弯曲(Bend)变形,因为淬火前的锅炉管都是比较柔软的。 锅炉(Boilers)管的仿形锯切采用了较小的锯片直径(diameter),在一次性的切透管壁后停止径向进给以锯片旋转淬火(cuì huǒ)管壁,快速完成锯切过程(process)。厚壁无缝钢管生产的生产制造工艺可分为冷拔、冷轧、热轧、热扩四种基本方式,钢管的材质为10#、20#、35#、45#称为 普通钢管。无缝钢管表示方法为外径,壁厚,厚壁无缝钢管主要用于机械加工,煤矿,液压钢,等多种用途。由于不需要二次切入(qiē rù)另一侧管壁,所以降低(reduce)了淬火的冲击和磨损(零部件失效的一种基本类型),不管是直角坐标式还是极坐标式仿形锯切,其工作(job)原理(Maxim)是相同的,都是锯片由沿钢管径向给进和切向进给两种运动方式合成(解释:由几个部分合并成一个整体)完成仿形锯切加工(Processing)。



经过多年努力和用心经营,公司 厚壁无缝钢管产品畅销多个省市、自治区,并远销日本、泰国、俄罗斯、印度、巴基斯坦、东南亚等和地区,深受客户的好评。 东环管业(承德市鹰手营子矿区分公司)是一家专业从事于 厚壁无缝钢管的生产厂家,您若想了解 厚壁无缝钢管产品和信息,请拨打我们的服务热线,真诚欢迎您到我公司考察洽谈业务,一站式采购,一次握手,终生朋友,厚德载物,胜在共赢。


热连轧无缝钢管内结疤缺陷是存在于钢管内表面,类似于黄豆粒大小的凹坑,结疤内大部分有呈灰褐色或灰黑色的异物。内结疤的影响因素有:除氧化物剂、喷吹工艺、芯棒润滑等因素。下面就随无缝钢管厂家小编来看一下如何控制无缝钢管的内表面缺陷: 1、除氧化物剂 氧化物要求在芯棒预穿时处于熔融状态。其力度等严格要求。 1)除氧化物剂粉末粒度一般要求在16目左右。 2)除氧化物剂中硬脂酸钠的含量要达到12%以上,以使其能在毛管内腔中充分燃烧。 3)根据毛管内表面面积确定除氧化物剂的喷吹量,一般为1.5-2.0g/dm2,不同直径、长度的毛管喷吹得除氧化物剂量是不同的。 2、喷吹工艺参数 1)喷吹压力应与毛管直径、长度相配合,既保证吹扫有力,燃烧充分,又不能有未完全燃烧的除氧化物剂被气流从毛管内吹走。 2)吹扫时间应根据毛管直接、长度进行调节,以毛管内没有悬浮的金属氧化物再被吹出为标准。 3)喷嘴高度应根据毛管直径进行调节,以保证对中良好。每个班次要清理一次喷嘴,长时间停机要拆下喷嘴进行清洗。为保证除氧化物剂在毛管内壁均匀吹扫,在喷吹除氧化物剂工位使用选装装置,并配以旋转气压。 3、芯棒润滑 芯棒润滑效果不好或芯棒润滑剂温度过低,会产生内结疤。为了提高芯棒温度,可采取只一次冷却水冷却的办法。生产过程中需要严格控制芯棒的温度,保证喷涂润滑剂前芯棒表面温度在80-120℃,芯棒温度不能长时间高于120℃,以保证预穿前其表面的润滑剂干燥并致密,操作工应经常检查芯棒润滑状况。








 扫一扫
扫一扫